27 Abril 2024
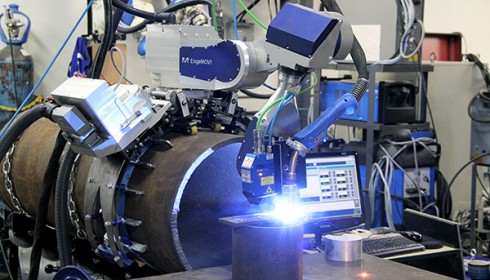
Análise Experimental e Numérica da Soldagem em Operação Utilizando GMAW-P DC/AC Assistida por Aquecimento por Indução
Análise da influência da frequência de alimentação dinâmica de arame na soldagem com processo plasma de aço inoxidável 309L aplicada à manufatura aditiva
Multiphysics Simulation of In-Service Welding and Induction Preheating: Part 1
Lean office: uma proposta para o LABSOLDA